
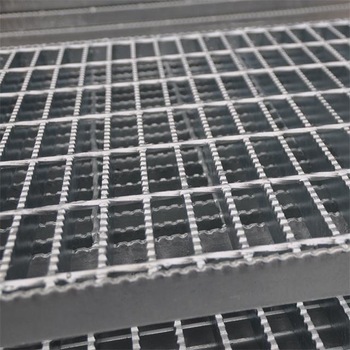
프로세스 설계강철 격자원래 판의 크기에 따라 시트의 기하학적 정보를 배열하는 것입니다.강철 격자는 베어링 바와 크로스 바로 제작됩니다.궁극적인 목표는 절단 계획이 재료의 활용률과 높은 생산 효율성을 고려하도록 하는 것입니다. 강철 격자 공정 매칭의 원리는 주로 다음과 같은 측면을 포함합니다.
1. 모든그만큼강철 격자전체 플레이트 크기 또는 전체 플레이트 크기 이상은 다음에 따라 우선적으로 매칭됩니다.그만큼길이. 매칭 사이즈는 가능한 한 작고 균일하며, 길이 범위는 5-7m 이내로 제어됩니다.
2. 좁은 판자를 소수로 배열하여 폭이 큰 것부터 작은 것, 작은 것부터 큰 것 순으로 배열한 후 길이에 따라 병렬로 결합할 수 있다.
3. 폭이 넘을 경우, 원료 크로스바를 사용하여 엣지 래핑 용접 공정을 진행하고, 판을 따로 용접하지 마십시오.
4. 더블바 용접기는 한번에 2개의 크로스바를 압착하여 용접하며, 홀수는 존재할 수 없습니다.
5. 보드와 보드의 매칭은 톱질 도로의 크기를 유지해야 합니다. 충분하지 않으면,그만큼크로스바를 비워야 합니다.
6. 도면 세트는 엄격하게 분류되어야 합니다. 여러 도면이 200제곱미터를 초과하는 경우 이러한 도면은 서로 일치해야 합니다. 크기가 200제곱미터 미만인 경우 소형 도면과 일치한 것으로 간주할 수 있습니다.
7. 특수형상 강철 격자의 경우 재료 절감을 위해 분해 및 맞대기 접합을 고려해야 합니다.
8. 평강 간격이 60mm인 판의 경우, 30mm 간격의 빗살 클립을 원자재 생산에 사용할 수 있습니다.
게시 시간: 2022-07-21